MCR n° 402 |
Montage de la cellule : étape initiale | ||||
| Montage de la cellule Assemblage principal de la cellule Mise en place des cadres principaux Montage de l'arrière de la cellule Installation du coffre Aménagement de la dérive Installation de la gouverne de direction Pose du caisson parachute Renfort des cadres de la cellule Préparation de la CPF |
|
La cellule inférieure est posée sur un bati, et on y a placé tous les composants de cette première étape de la construction. La quasi totalité de es éléments est en carbone, c'est à dire en tissu de carbone stratifié par de la résine : c'est ce qui explique la couleur noire. Cette technique a au moins trois avantages : chaque pièce est à la fois légère et très résistante, tout en présentant une qualité de surface excellente. L'inconvénient principal est le prix de cette technologie.
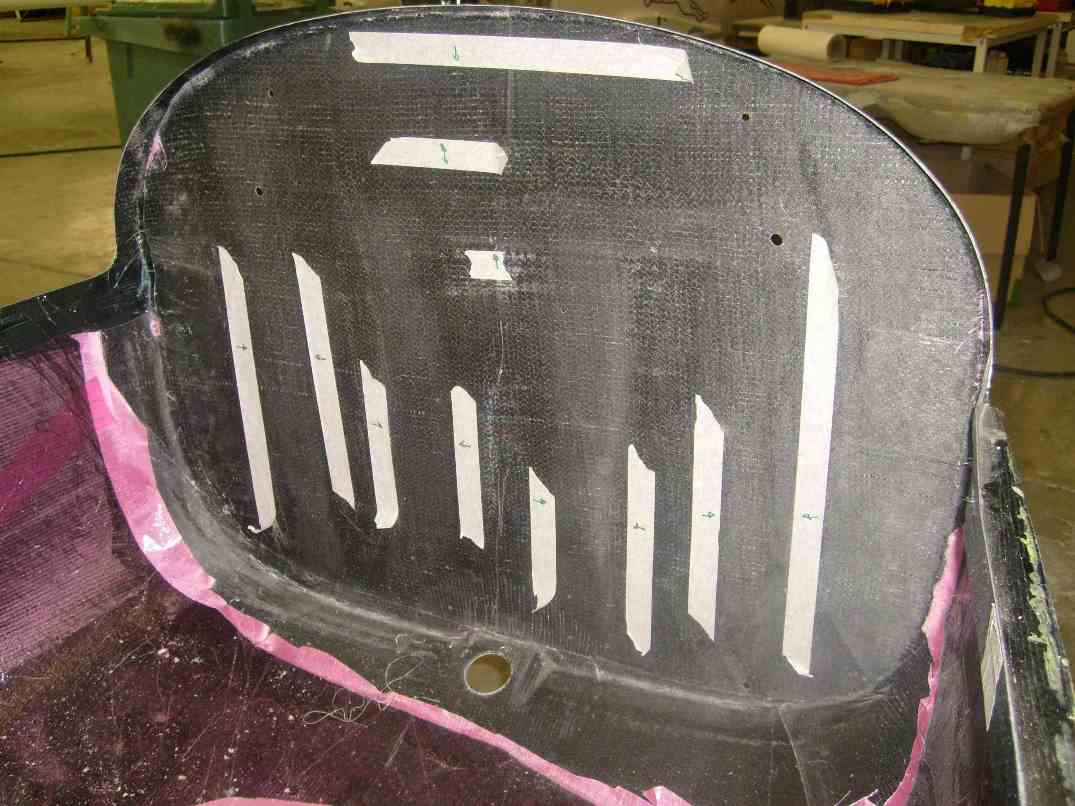
Le travail de montage va consister à assembler chaque pièce, en suivant scrupuleusement les gammes de montage et les nomenclatures fournies par le constructeur. Chaque pièce est identifiée par une référence incrustée dans la texture et repérée dans les nomenclatures. Pour certaine pièces essentielles, on y ajoute une numéro de série. Le constructeur assure un suivi individuel de ces pièces,référencées afin d'en garantir la traçabilité dans le temps. Ainsi, cette cellule a le numéro 402. La construction initiale s'effectue dans les locaux de Dyn Aéro où un hangar chauffé et disposant des outillages requis est à disposition des constructeurs. Les opérations de montage s'effectuent en suivant la documentation fournie par Dyn Aero, en particulier les gammes de montage dont celle qui décrit la pose des renforts sur la cloison pare-feu (CPF) à l'avant de la cellule. Des renforts sont positionnés sur la cloison pare-feu pour supporter le moteur. On commence par un pré-positionnement avant le collage, en maintenant les pièces en position avec des clecos ou des vis selon le cas. Souvent au moins un coté de chaque pièce est recouvert d'un tissu de délaminage, posé en usine pour protéger,le carbone. La phase de collage sera simplifiée : en enlevant la couche pelable du délaminage, la surface de carbone est prête a être collée, sans qu'il soit nécessaire de la poncer : un dégraissage à l'acétone suffit. Pour
effectuer les
perçages, il faut tracer les axes et repérer leur
position. Ecrire sur une surface noire n'est pas évident,
donc une bonne solution consiste à coller du ruban de
peintre et à tracer au feutre fin sur ce ruban. Certains cadres doivent être aux dimensions exactes prévues par la constructeur. Lors de leur fabrication on ajoute à certains endroits une réserve de matière qu'il faut enlever. Pour cela on dispose de gabarits qui permettent de repérer les zones en excès. Il y a 3 cadres à ajuster : on a préparé les gabarits correspondants (de couleur jaune) Ces cadres sont constitués d'un sandwich carbone/bois laméllé-collé/carbone. Les perçages importants sont déjà réalisés en usine. Avant le collage, il faut poncer (grain 180), nettoyer et dégraisser à l'acétone. La colle
bi-composant de
mélange dans un bol en polyéthylène
(non adhérent) quand il faut des faibles
quantités. On a mis trop de colle qui déborde ici lors de la mise en pression/ La mise
en pression est
obtenue par des boulons qu'il faut impérativement cirer pour
pouvoir les démonter ensuite. L'excès de colle peut être enlevé en prenant son temps : l'époxy reste malléable pendant plus d'une heure. Une partie des vis sont placées définitivement : elles ne seront pas démontées, donc elles n'ont pas été cirées. Pour repérer les points de perçage, on met du ruban de peintre pour pouvoir y marquer les points : il faut éviter d'écrire au feutre sur le carbone, pour préserver l'adhérence de la colle ; sinon il faut nettoyer avant collage. Les
renforts sur la cloison pare-feu sont
collés avec une technique de double encollage pour
éviter d'éventuels vides ou des bulles d'air. Il y
a un tout petit nombre de pièces
en bois dans cet appareil en carbone Ces cales sont des renforts pour
les attaches du bati moteur. La
stratification consiste à appliquer
sur la partie à renforcer une épaisseur de tissu
carbone imprégné de résine. Pour
maintenir les
pièces pendant le collage on utilise des boulons
cirés mais surtout des clecos. La cloison pare-feu sera ultérieurement percée pour supporter les équipement moteur et pour le passage des cables de commande, des tuyaux de carburant, grace à ce gabarit de perçage qui repère tous les perçages avec le diamètre correct. L'étape suivante est de positionner la demi-coque inférieure sur un gabarit qui facilite le montage des cadres principaux (voir la suite) (Retour Accueil) |
A noter La construction d'un MCR débute par le montage de la cellule. La cellule comporte une coque inférieure, une coque supérieure, des renfort pour la cloison coupe-feu des cadres assurant la rigidité des coques, ainsi que le pontet, le réservoir de carburant, les karmans de jonction des ailes, la quille et diverses pièces de renfort. Il faut commencer par trier les pièces par sous-ensemble. Le montage de la partie avant de la coque inférieure comporte les renforts de CPF et les cadres principaux qui rigidifient la cellule On prépare d'abord les pièces qui doivent être pré-percées ou ajustées . L'outillage est standard : il faut simplement des forets bien affutés ou du disque diamant pour le carbone. Un outil de précision type Dremel, est recommandé.
Plusieurs hangars sont utilisés. C'est dans celui-ci que le montage initial du MCR 402 va commencer.
Certaines pièces sont tenues en position pour le collage par des clecos. Les clecos sont constitués d'un tube dans lequel il y a une sorte de machoire rétractable qui assure le maintien.
Des gants en latex sont IMPERATIFS pour la manipulation de l'acétone et de la colle epoxy
Pour les collage à l'epoxy, la température du local doit être au minimum proche des 20°C et le collage est effectif au bout de 24 h.
Il n'est pas nécessaire d'avoir des bourrelets de colle : c'est du poids inutile, donc on fait un congé soigné avec la languette (ou le doigt protégé par un gant latex)
La technique de stratification sera expliquée plus loin
Les clecos se manipulent avec une pince spéciale : la pince à clecos
. |
||